Производитель
Страна-производитель
Тайвань
Назначение
Токарные обрабатывающий центр с ЧПУ
Дополнительно
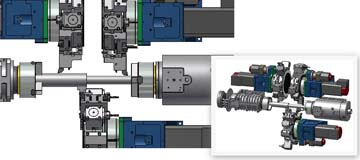
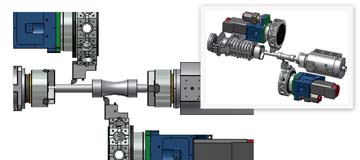
Модульная конструкция главного и вспомогательного шпинделей, плюс две или три приводные револьверные головки с Y-осями, позволяет обрабатывать самые сложные детали за одну установку в станке.





 Противошпиндель встроенного типа
Противошпиндель встроенного типа

 Приводная револьверная головка
Приводная револьверная головка
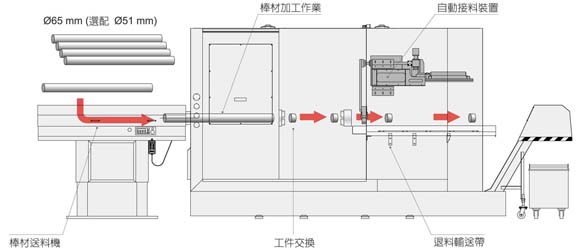
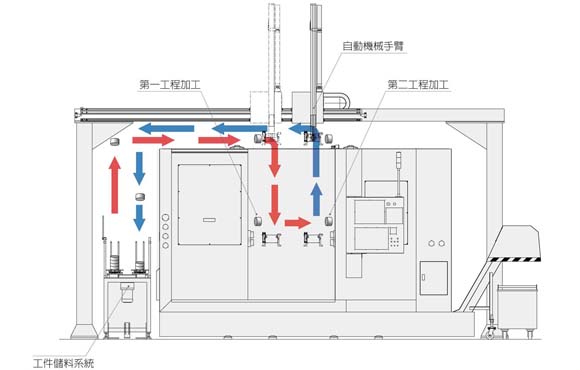
 Особенности применения
Особенности применения