Барфидер Fedek XT-107
Автомат для подачи прутка с диаметром от 1мм до 7мм и длиной до 2500мм.

Барфидер Fedek XT-210
Автомат для подачи прутка с диаметром от 2мм до 12мм и длиной от 2500мм до 3750мм.

Барфидер Fedek XT-320
Автомат для подачи прутка с диаметром от 3мм до 20мм и длиной от 2500мм до 4000мм.

Барфидер Fedek XT-326
Автомат для подачи прутка с диаметром от 3мм до 26мм и длиной от 2500мм до 4000мм.

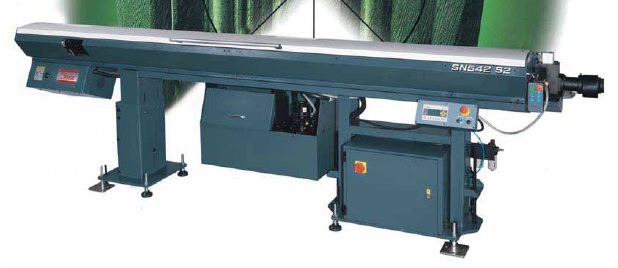
Барфидер Fedek SN-542
Автомат для подачи прутка с диаметром от 5мм до 42мм и длиной от 2500мм до 4400мм.
Опции для барфидера
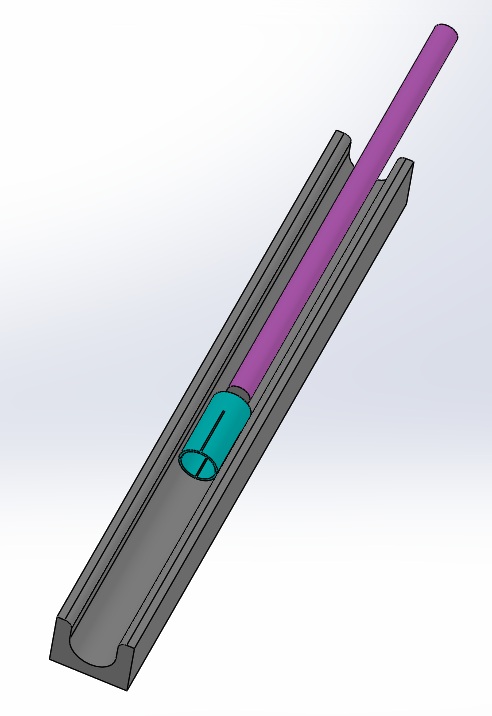 Канал для прутка (серый) – каждый канал предназначен для нескольких прутков в некотором диапазоне диаметров.
Канал для прутка (серый) – каждый канал предназначен для нескольких прутков в некотором диапазоне диаметров.
Толкатель (розовый) - каждый толкатель предназначен для нескольких прутков в некотором диапазоне диаметров.
Цанга толкателя (зеленая) – каждая цанга предназначена для прутка определенного диаметра.
Вращающийся люнет
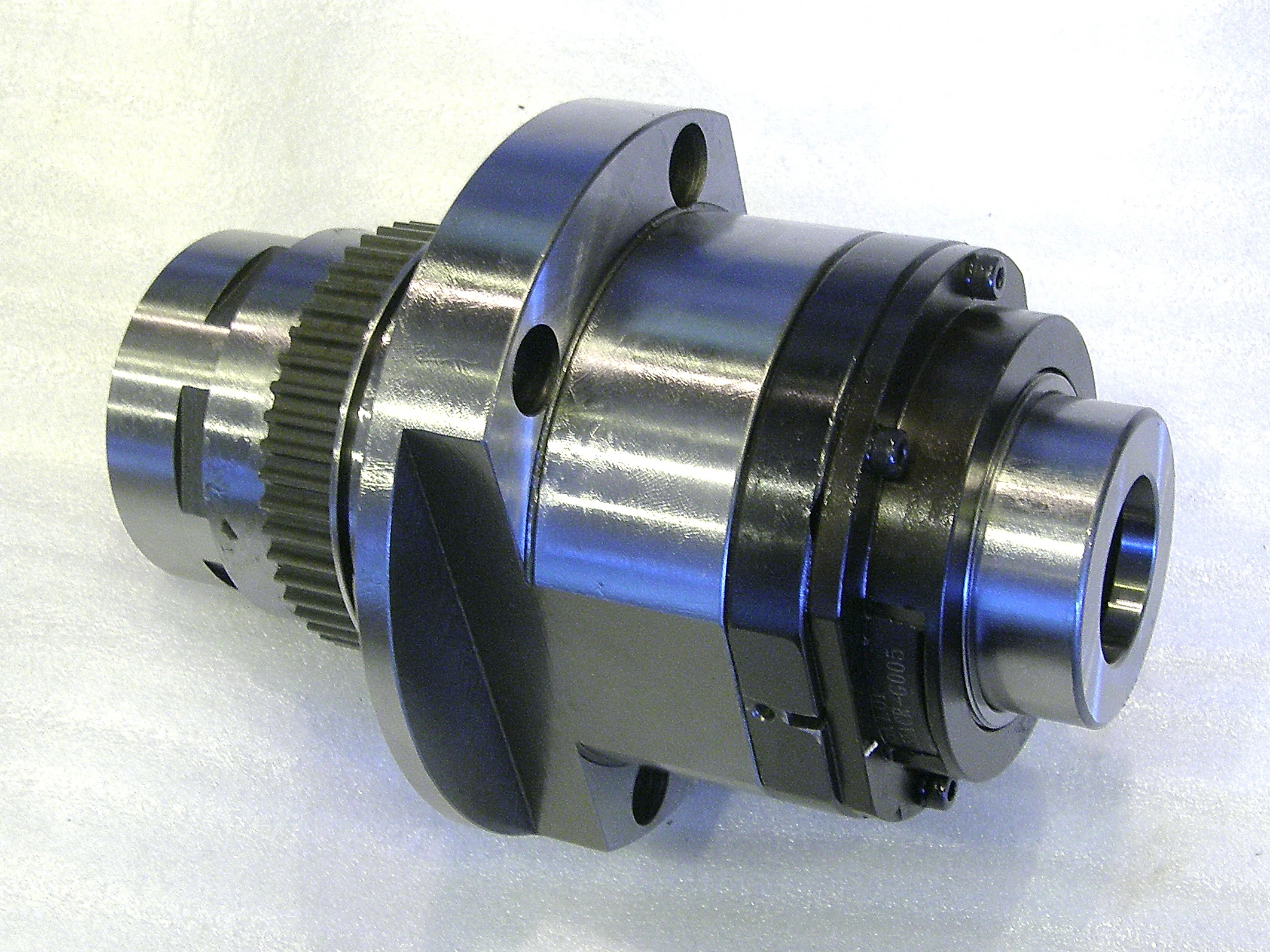 Заготовка постоянно находится внутри люнета во время обработки на АПТ. Люнет с главный шпинделем связан ременной передачей и вращается вместе с ним и вместе с заготовкой.
Заготовка постоянно находится внутри люнета во время обработки на АПТ. Люнет с главный шпинделем связан ременной передачей и вращается вместе с ним и вместе с заготовкой.
Вращающийся люнет является первостепенный выбором для широкого круга задач.
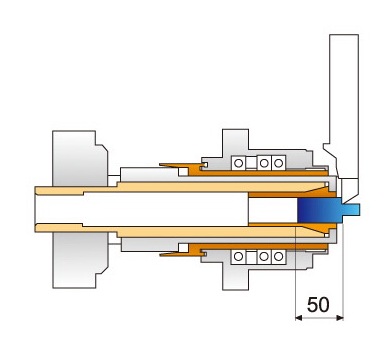
Неподвижный люнет
 У представленного люнета ОТСУТСТВУЕТ связь со шпинделем. При обработки детали он неподвижет.
У представленного люнета ОТСУТСТВУЕТ связь со шпинделем. При обработки детали он неподвижет.
Данный, неподвижный люнет может использоваться при обработке твердых материалов (например: сталей) при повышенных требованиях к точности готовой детали.
Грубый люнет
 Данный лютен, используется для обработки деталей с соотношением длины к диаметру менее 3. При этом, АПТ работает так же, как обычный токарный станок (без дополнительной поддержки заготовки).
Данный лютен, используется для обработки деталей с соотношением длины к диаметру менее 3. При этом, АПТ работает так же, как обычный токарный станок (без дополнительной поддержки заготовки).
Цанга шпинделя и противошпинделя
 Используется для зажима заготовки. Может обладать круглой или шестигранной формой. Предусмотрена на определенный размер заготовки с точностью 0,1мм.
Используется для зажима заготовки. Может обладать круглой или шестигранной формой. Предусмотрена на определенный размер заготовки с точностью 0,1мм.
Люнетная втулка
 Цанга, устанавливающаяся в люнет и предназначена для поддержки заготовки во время обработки. Предусмотрена на определенный размер заготовки с точностью 0,1мм.
Цанга, устанавливающаяся в люнет и предназначена для поддержки заготовки во время обработки. Предусмотрена на определенный размер заготовки с точностью 0,1мм.
Полная ось С
 На основной и противошпиндель может быть установлена система отсчета и управления, позволяющая поворачивать шпиндель с заготовкой на любой угол и производить с ней фрезерные и сверлильные операции.
На основной и противошпиндель может быть установлена система отсчета и управления, позволяющая поворачивать шпиндель с заготовкой на любой угол и производить с ней фрезерные и сверлильные операции.
Дополнительные суппорты с неподвижными и приводными инструментами
 Многие модели АПТ могут оснащаться дополнительными суппортами, которые расширяют технологические возможности оборудования.
Многие модели АПТ могут оснащаться дополнительными суппортами, которые расширяют технологические возможности оборудования.
Система ЧПУ по выбору
 На АПТ могут быть установлены системы ЧПУ Fanuc и Mitsubishi различных серий.
На АПТ могут быть установлены системы ЧПУ Fanuc и Mitsubishi различных серий.


